Laser Cutting
Protect your investment in laser equipment with all-in solutions spanning process gases, specialty blends, supply systems and services

Key thermal cutting techniques such as laser beam cutting, plasma arc cutting and oxyfuel flame cutting are at the heart of many industrial metal fabrication processes.These three methods are frequently used in parallel. They are suitable for preparing welding edges, for cutting out complicated component geometries and for cutting pipes and profiles. The most appropriate thermal cutting method depends on the type of material, the section thickness, the necessary cutting quality, and dimensional tolerances. Regardless of the method, successful outcomes hinge on the precise application of energy and a high-energy jet of the cutting gas that best matches the job at hand.
We deliver the full range of cutting gases along with reliable supply solutions and robust equipment for just about all cutting techniques. For more exacting needs, our cutting engineers can advise on technically advanced laser cutting solutions and bespoke gas mixtures to help you fine-tune your cutting results so you can meet rising productivity and quality demands.
Contact your Linde expert to check availability of our cutting gases and equipment in your region.
Protect your investment in laser equipment with all-in solutions spanning process gases, specialty blends, supply systems and services

Tap into the speed gains of acetylene for oxyfuel cutting to lower production costs while improving the quality of your cuts
Discover how the right plasma gases, gas blends and application expertise can power the success of your plasma cutting process
Boost productivity in laser cutting with our holistic LASERLINE portfolio spanning gases, services, application know-how and more …
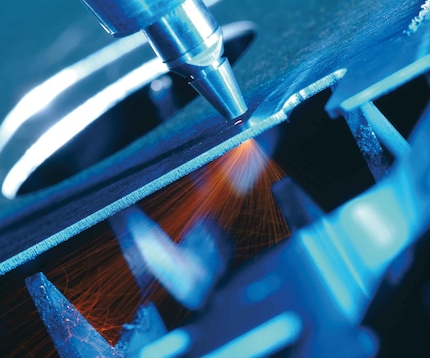
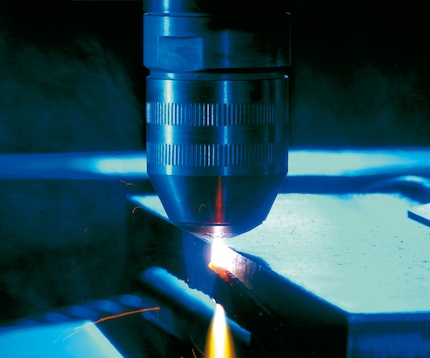
Laser cutting is widely regarded as the process of choice for cutting sheet metals. The high power density of the laser coupled with a co-axial assist gas jet means that laser cutters can achieve narrow, parallel-sided, high-quality cuts across a wide range of materials. High precision and clean edges make plasma ideal for complex shapes. The choice of assist gas or gases depends on the material to be cut. Sophisticated computer numerical control (CNC) technologies mean that high-precision profiled parts can now be cut with accuracies measured in microns rather than millimeters.
Carbon steel sheets are typically cut using lasers coupled with an oxygen assist gas jet, where the exothermic reaction between steel and oxygen increases cutting speed. Stainless steels, on the other hand, are usually cut using nitrogen as the assist gas, producing a high-quality oxide-free edge with a small heat affected zone (HAZ). Non-ferrous metals such as aluminum, nickel, titanium and all their alloys are widely cut by laser. However, metals with high reflectivity and thermal conductivity can be difficult to cut.
Plasma cutting - also known as plasma arc cutting - uses the heat and pressure generated by a constricted electric arc and a high-velocity jet of high-temperature ionized gas to cut material. It thus requires a DC power source. It is generally viewed as a fast, economical way to cut steel and materials like stainless steel, aluminum and copper that cannot be cut with the oxygen cutting process.
The process is generally operated using the 'transferred arc' mode, in which the arc is maintained between the electrode and the material to be cut. All metals can be cut using the 'transferred arc' plasma cutting process and some non-conductive materials can be cut using the 'non-transferred arc' mode.
The cutting process uses high plasma gas flows and active gases. Plasma gases include argon/hydrogen mixtures, nitrogen, air and oxygen. Active gases - or secondary gases - include carbon dioxide, nitrogen and air, but water may also be used as a secondary medium.
The plasma cutting process can be used for a wide range of ferrous and non-ferrous alloys and on a wide range of material thicknesses.
Oxyfuel cutting - also known as flame cutting, fuel gas cutting and oxygen cutting - involves heating the metal to be cut to its ignition temperature and then adding a jet of pure oxygen (ideally at a purity of 99.5% or higher). This jet reacts with the metal, creating the cut. The fuel gases used are generally acetylene, propane, an intermediate fuel gas or natural gas.
Fuel gas cutting is a versatile process that can be performed manually or automated with single or multiple torches for higher operating efficiencies.
Oxygen cutting can be used to cut most types of steel and titanium, but it is unsuitable for stainless steel and aluminum. Considerable operator skill is required to produce cut surfaces that are suitable for welding.
Laser cutting produces a very narrow kerf width, so the cut quality tends to outperform that of plasma cutting. This enables operators to cut very accurate blanks with precise features. Both plasma cutting and laser cutting processes can be used to cut almost any metal, but lasers are less advantageous on aluminum and copper, which are highly reflective and conductive. Lasers cut at faster cutting speeds on carbon and stainless steel at thicknesses under 4 mm. Lasers also produce a smaller heat affected zone, which can contribute to reduced distortion. In addition, lasers have a higher nesting density than plasma, allowing more efficient material utilization.
Plasma cutters can offer cost gains. Due to the lower investment cost, plasma cutting systems are typically more economical for lower-volume cutting operations.
On a more technical note, laser cuts produce a kerf of equal width on both sides of the cut, so the components on both sides of the cut can be used. In machine plasma cutting, the plasma gas is often swirled, producing a cut with one square face and one with just the bevel.
The equipment for oxyfuel cutting is cheaper than plasma. In addition, it is portable, which means oxygen cutting can be carried out on site or in fields. In contrast, a plasma cutter would require a generator (for electricity). Oxygen cutting nozzles are very cheap to replace and last a long time, whereas plasma cutting parts are expensive and have a very short working life.
High-definition plasma cutting produces a better-quality cut than oxygen cutting. Oxygen processes can cut metals up to 2000 mm in thickness, but plasma cutting is limited to about 500 mm. Plasma cutting is suited to all materials whereas oxygen cutting is limited to steels.
Oxyfuel cutting speeds are faster than those achievable with plasma on metals that are thicker than 25 mm or so. At material thicknesses below 6 mm, plasma offers significant speed gains over oxygen cutting.
Looking at the actual cut, plasma cuts tend to have one straight edge and one bevel edge. This can lead to difficulties when cutting profiles in relation to the job's required direction of cutting. Oxyfuel cutting overcomes this issue as it produces a symmetrical cut face.